



快捷导航
Quick Navigation
联系我们
江苏九众九从动化科技无限公司
1:员工用手动叉车将料跺给上料机的储料仓上料,然后员工按下启动 键。料片经器检测后,取料爪手挪动到至料垛 上方,气缸带着吸盘下来取料, 取完料后气缸带着料片收回。正在这过程中颠末磁性分张和刮料机构,取到的 料片是单张。气缸收回到位后,取料爪手将料片挪动颠末双张检测,再次查验料 片能否单张后;将料片放至定位平台定位后,期待4轴机械人1吸收。3:冲床1工做完后,4轴机械人2将半成品吸收出并放至冲床2模具内, 然后机械人退至平安区域,冲床2启动加工。4:冲床2工做完后,4轴机械人3将半成品吸收出并放至冲床3模具内, 然后机械人退至平安区域,冲床3启动加工。5:冲床3工做完后,4轴机械人4将半成品吸收出并放至冲床4模具内, 然后机械人退至平安区域,冲床4启动加工。6:如斯进行下去,曲至冲床7工做完成后,6轴机械人3将成品取出并 放至下料传送送带平面上运转至指定区域,期待员工收料。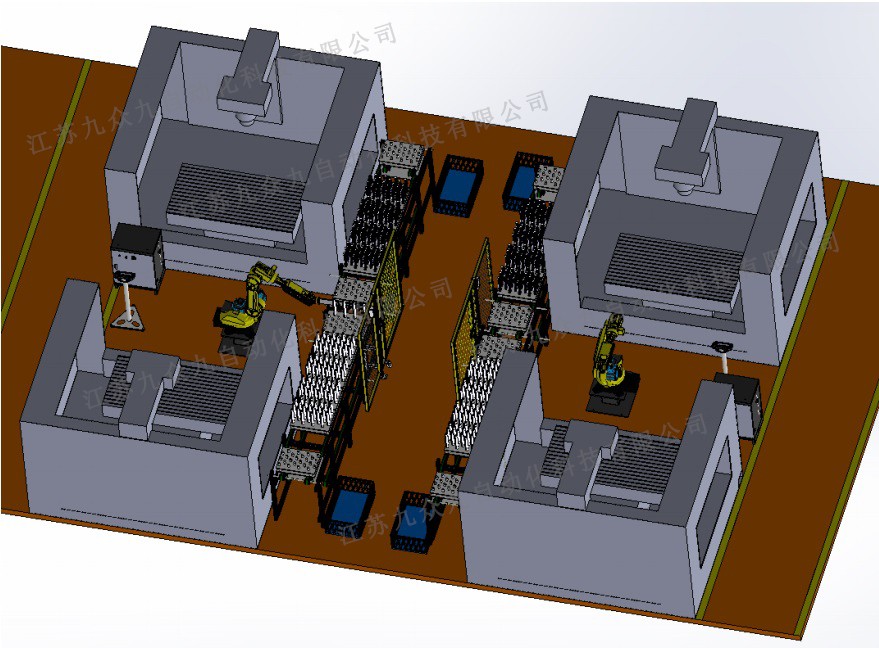
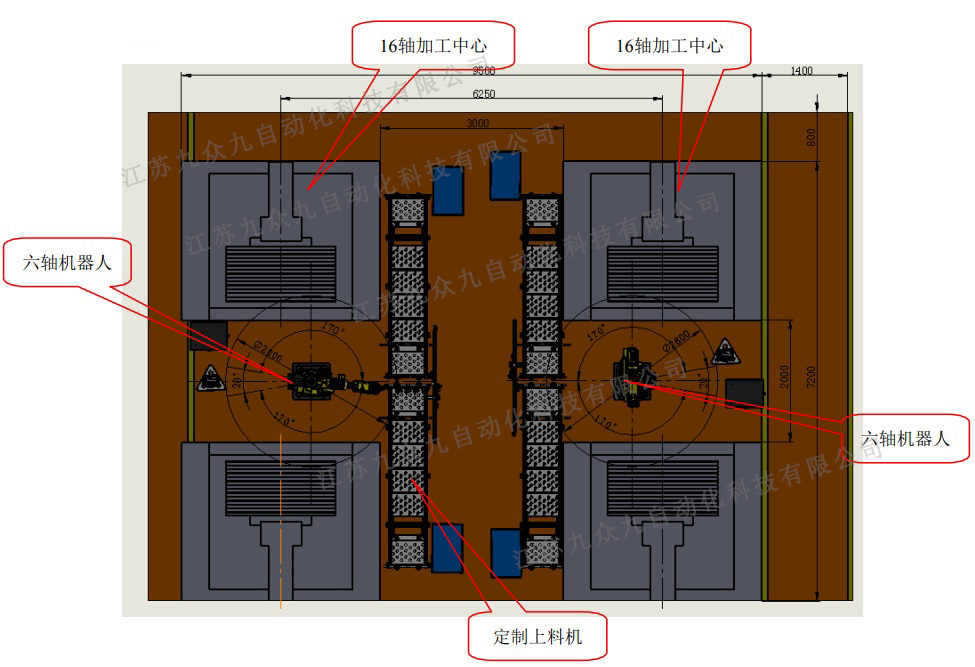 1:员工将工件放至定制上料机的料托卡槽内,上料机将工件托盘挪动至取 料点处,期待机械人夹取。2:机械人用夹爪治具同时夹取4个工件,待机械人退至安 全区域后机床启动起头加工。4:机床2上料完成后,机械人期待机床1加工完成。加工完成后机械人 同时将4个成品取出并放至空的料托卡槽内,一个料托盘放满后从动改换一个新 的料托盘。输送带将成品运载至指定区域待员工将它们码放至收料框内(同机会 器人前往上料机取料点处再次取料后给机床1上料)。
1:员工将工件放至定制上料机的料托卡槽内,上料机将工件托盘挪动至取 料点处,期待机械人夹取。2:机械人用夹爪治具同时夹取4个工件,待机械人退至安 全区域后机床启动起头加工。4:机床2上料完成后,机械人期待机床1加工完成。加工完成后机械人 同时将4个成品取出并放至空的料托卡槽内,一个料托盘放满后从动改换一个新 的料托盘。输送带将成品运载至指定区域待员工将它们码放至收料框内(同机会 器人前往上料机取料点处再次取料后给机床1上料)。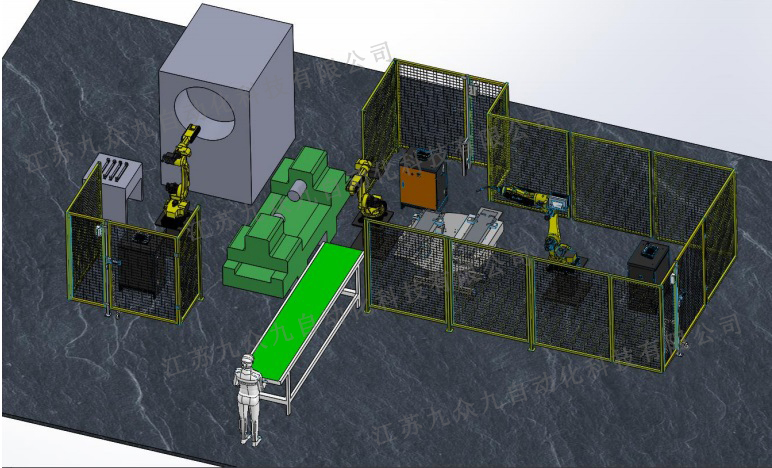
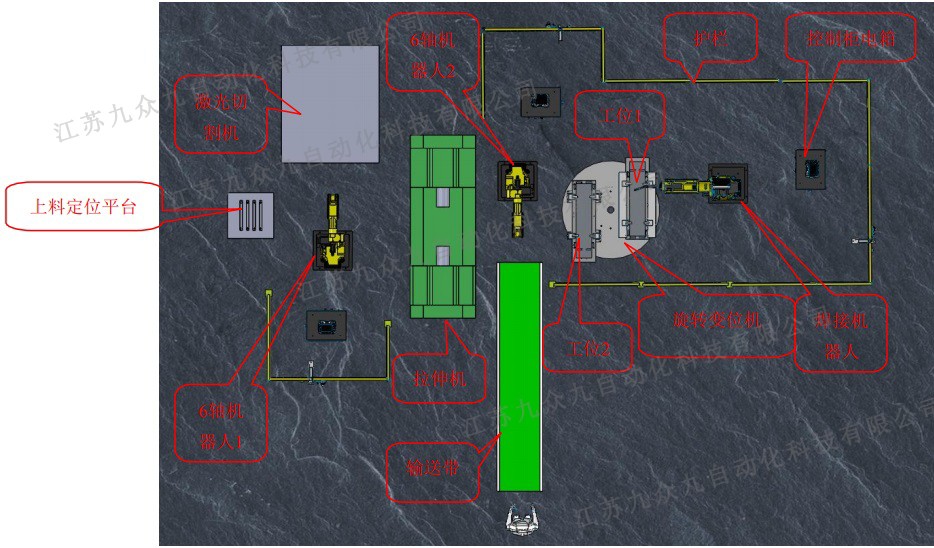 1:员工用给上料平台放满预定命量的工件后,待上料平台对工件检测、 定位后期待6轴机械人1夹取。2:6轴机械人1将工件夹取至激光切割机工做区进行切割,待切割完后, 6轴机械人1将半成品扭转180°换另一面切割。3:半成品两面都切割完后,6轴机械人1将它夹取至拉伸机内期待拉伸, 然后6轴机械人1前往取料点处继续取料后进行切割。4:拉伸机拉伸完后,6轴机械人2将半成品夹取至焊接工位1处,变位 机将焊接工位1扭转至焊接机械人工做区期待焊接(6轴机械人2将半成品从拉伸 机取出的同时,6轴机械人1再次给拉伸机上料)。5:焊接机械人工做完后,变位机将焊接工位1扭转至6轴机械人2卸料 点处,6轴机械人2将成品夹取至输送带上流出护栏网运转至结尾待员工将它取走 (正在焊接工位1扭转至卸料点处,工位2也扭转至焊接工做区)。6:正在6轴机械人2对焊接工位1处的成品进行卸料的同时,焊接机械人 对焊接工位2处的半成品进行焊接。
1:员工用给上料平台放满预定命量的工件后,待上料平台对工件检测、 定位后期待6轴机械人1夹取。2:6轴机械人1将工件夹取至激光切割机工做区进行切割,待切割完后, 6轴机械人1将半成品扭转180°换另一面切割。3:半成品两面都切割完后,6轴机械人1将它夹取至拉伸机内期待拉伸, 然后6轴机械人1前往取料点处继续取料后进行切割。4:拉伸机拉伸完后,6轴机械人2将半成品夹取至焊接工位1处,变位 机将焊接工位1扭转至焊接机械人工做区期待焊接(6轴机械人2将半成品从拉伸 机取出的同时,6轴机械人1再次给拉伸机上料)。5:焊接机械人工做完后,变位机将焊接工位1扭转至6轴机械人2卸料 点处,6轴机械人2将成品夹取至输送带上流出护栏网运转至结尾待员工将它取走 (正在焊接工位1扭转至卸料点处,工位2也扭转至焊接工做区)。6:正在6轴机械人2对焊接工位1处的成品进行卸料的同时,焊接机械人 对焊接工位2处的半成品进行焊接。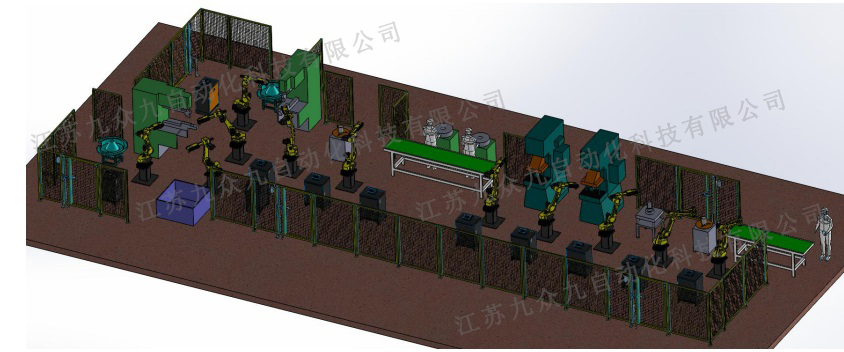
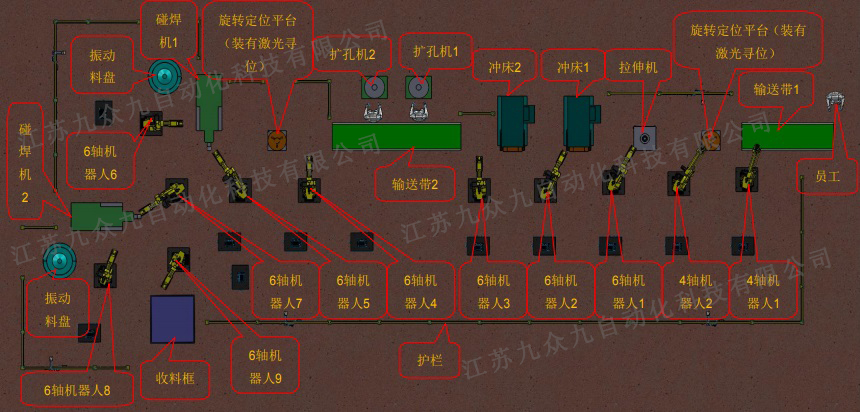 2: 轴机械人 将圆筒吸收至扭转定位平台的工位内,待定位后工做平 台动弹起来通过激光寻位机构来确认圆筒的标的目的,期待 轴机械人 吸收。3: 轴机械人 将圆筒吸收至拉伸机内期待拉伸,然撤退退却至平安区域再 期待次取料(正在 轴机械人 将圆筒从扭转定位平台吸收走的同时, 轴机械人 再次给扭转定位平台上料)。4:拉伸完后, 轴机械人 将半成品吸收出并套入冲床 模具工位上等 待冲压,然撤退退却至平安区域期待再次取料(正在 轴机械人 将半成品从拉伸机内吸 取走的同时, 轴机械人 再次给拉伸机上料)。5:冲床 冲压完后, 轴机械人 将半成品吸收出并套入冲床 模具工位 上期待冲压,然撤退退却至平安区域期待再次取料(正在 轴机械人 将半成品从冲床 内吸收走的同时, 轴机械人 再次给冲床 上料)。6:冲床 冲压完后, 轴机械人 将半成品吸收出并放至输送带上运转 至员工 取料点处,员工 将半成品放入扩孔机 模具工位内加工(正在 轴机械人 将半成品从冲床 内吸收走的同时, 轴机械人 再次给冲床 上料)。7:扩孔机 加工完后,员工 再将半成品放至输送带上运转至员工 取 料点处,员工 将半成品放入扩孔机 模具工位内加工。8:扩孔机 加工完后,员工 将半成品取出放至输送带 上运转至结尾 定位机构处,定位后期待 轴机械人 吸收。9: 轴机械人 将圆筒吸收至扭转定位平台的工位内,待定位后工做平 台动弹起来通过激光寻位机构来确认圆筒的标的目的,10:轴机械人 将半成品吸收出并套入碰焊机 模具工位上期待碰焊, 然撤退退却至平安期待再次取料。11:碰焊机 加工完后, 轴机械人 将半成品吸收出并套入碰焊机 模具工位上期待碰焊,然撤退退却至平安期待再次取料(正在 轴机械人 将半成品从碰 焊机 内吸收走的同时, 轴机械人 再次给碰焊机 上料)。12:碰焊机 加工完后, 轴机械人 将成品吸收出并放入收料框内, 然撤退退却至平安区域期待再次取料(正在 轴机械人 将成品从碰焊机 内吸收走的同 时, 轴机械人 再次给碰焊机 上料)。
2: 轴机械人 将圆筒吸收至扭转定位平台的工位内,待定位后工做平 台动弹起来通过激光寻位机构来确认圆筒的标的目的,期待 轴机械人 吸收。3: 轴机械人 将圆筒吸收至拉伸机内期待拉伸,然撤退退却至平安区域再 期待次取料(正在 轴机械人 将圆筒从扭转定位平台吸收走的同时, 轴机械人 再次给扭转定位平台上料)。4:拉伸完后, 轴机械人 将半成品吸收出并套入冲床 模具工位上等 待冲压,然撤退退却至平安区域期待再次取料(正在 轴机械人 将半成品从拉伸机内吸 取走的同时, 轴机械人 再次给拉伸机上料)。5:冲床 冲压完后, 轴机械人 将半成品吸收出并套入冲床 模具工位 上期待冲压,然撤退退却至平安区域期待再次取料(正在 轴机械人 将半成品从冲床 内吸收走的同时, 轴机械人 再次给冲床 上料)。6:冲床 冲压完后, 轴机械人 将半成品吸收出并放至输送带上运转 至员工 取料点处,员工 将半成品放入扩孔机 模具工位内加工(正在 轴机械人 将半成品从冲床 内吸收走的同时, 轴机械人 再次给冲床 上料)。7:扩孔机 加工完后,员工 再将半成品放至输送带上运转至员工 取 料点处,员工 将半成品放入扩孔机 模具工位内加工。8:扩孔机 加工完后,员工 将半成品取出放至输送带 上运转至结尾 定位机构处,定位后期待 轴机械人 吸收。9: 轴机械人 将圆筒吸收至扭转定位平台的工位内,待定位后工做平 台动弹起来通过激光寻位机构来确认圆筒的标的目的,10:轴机械人 将半成品吸收出并套入碰焊机 模具工位上期待碰焊, 然撤退退却至平安期待再次取料。11:碰焊机 加工完后, 轴机械人 将半成品吸收出并套入碰焊机 模具工位上期待碰焊,然撤退退却至平安期待再次取料(正在 轴机械人 将半成品从碰 焊机 内吸收走的同时, 轴机械人 再次给碰焊机 上料)。12:碰焊机 加工完后, 轴机械人 将成品吸收出并放入收料框内, 然撤退退却至平安区域期待再次取料(正在 轴机械人 将成品从碰焊机 内吸收走的同 时, 轴机械人 再次给碰焊机 上料)。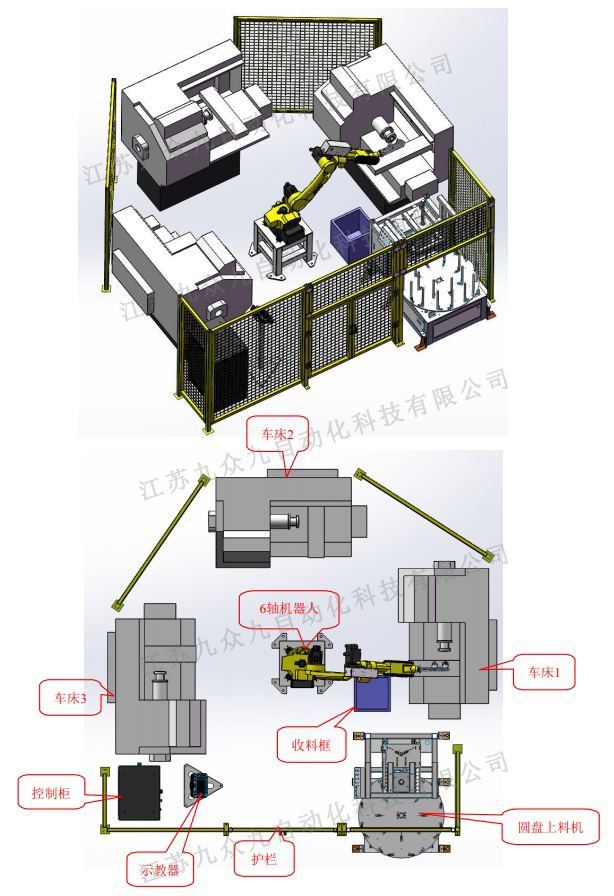 1:员工将毛坯工件放入限位槽内,待放满预定命量后员工按下开关启动按钮, 将毛坯工件运输至拆跺区域经检测后,2:机械人将工件夹取至车床1模具工拆内待定位,然后机械人退至平安区域来到 取料点处再次取料,车床1启动加工。3:机械人取料后,将工件夹取至车床2模具内待定位,然后机械人退至平安区域 来到取料点处再次取料,车床2启动加工。4:机械人取料后,将工件夹取至车床3模具内待定位,然后机械人退至平安区域 来到取料点处再次取料,车床3启动加工。5:车床1加工完,机械人用(治具含双夹爪)治具上的夹爪1先将成品取出;并 将夹爪2夹取的工件放入车床1模具工拆内待定位。然后机械人退至平安区域将成品放入收 料框内后前往取料点处再次取料,车床1启动加工。6:如斯进行下去,曲至车床3加工完,机械人用治具上的夹爪1先将成品取出; 并将夹爪2夹取的工件放入车床3模具工拆内待定位。然后机械人退至平安区域将成品放入 收料框内后前往取料点处再次取料,车床3启动加工。
1:员工将毛坯工件放入限位槽内,待放满预定命量后员工按下开关启动按钮, 将毛坯工件运输至拆跺区域经检测后,2:机械人将工件夹取至车床1模具工拆内待定位,然后机械人退至平安区域来到 取料点处再次取料,车床1启动加工。3:机械人取料后,将工件夹取至车床2模具内待定位,然后机械人退至平安区域 来到取料点处再次取料,车床2启动加工。4:机械人取料后,将工件夹取至车床3模具内待定位,然后机械人退至平安区域 来到取料点处再次取料,车床3启动加工。5:车床1加工完,机械人用(治具含双夹爪)治具上的夹爪1先将成品取出;并 将夹爪2夹取的工件放入车床1模具工拆内待定位。然后机械人退至平安区域将成品放入收 料框内后前往取料点处再次取料,车床1启动加工。6:如斯进行下去,曲至车床3加工完,机械人用治具上的夹爪1先将成品取出; 并将夹爪2夹取的工件放入车床3模具工拆内待定位。然后机械人退至平安区域将成品放入 收料框内后前往取料点处再次取料,车床3启动加工。






